




Oem сделать банку для кофе
Когда клиенты запрашивают ?Oem сделать банку для кофе?, многие сразу представляют просто цилиндр с крышкой. Но на деле это сложная цепочка технологических решений — от выбора толщины белой жести до нюансов лакировки внутренних стенок.
Технические аспекты производства
В работе с OEM банками для кофе толщина материала часто становится точкой преткновения. Заказчики эконом-сегмента настаивают на 0.18 мм, хотя для сохранения аромата нужны 0.22-0.24 мм. Помню, для сети кофеен ?Зёрна? пришлось делать тестовую партию с разной толщиной — в итоге сами убедились, что тонкие стенки пропускают кислород.
Лакировка — отдельная история. Эпокси-фенольные покрытия для кофейных банок должны выдерживать многомесячный контакт с маслами. Однажды браковали целую партию из-за микротрещин в зоне двойного закатка шва. Пришлось совместно с технологами ООО Цзянси Синмао Упаковочные Изделия пересматривать температурный режим полимеризации.
Газопропускная способность — параметр, который часто игнорируют. Современные банки для кофе требуют показателей не выше 0.8 см3/м2/24ч. Добиться этого можно только комбинацией правильного профиля крышки и качества уплотнителя.
Особенности дизайна и эргономики
Форма дна — не эстетика, а физика. Вогнутое дно (контррельеф) снижает риск деформации при штабелировании. Для премиального сегмента иногда делаем двойной контррельеф — дорого, но паллеты можно ставить в три яруса.
Радиус загиба кромки влияет на удобство захвата. После тестов с фокус-группами вывели оптимальные 3.2 мм — меньше режет ладони, но сохраняет жесткость конструкции. Мелкие производители часто экономят на этом этапе.
Система открывания — здесь прогресс заметнее всего. Классические ключи для вскрытия уступают место кольцевым пилонам. Хотя для сегмента растворимого кофе до сих пор актуальны жестяные банки с откидными крышками и съемными мембранами.
Логистические нюансы
Транспортировка готовой тары — отдельный вызов. Для ООО Цзянси Синмао разработали систему вкладных прокладок между банками. Казалось бы мелочь, но при морской перевозке это предотвращает до 97% микродеформаций.
Влагостойкость упаковки для транспортировки — больная тема. Картонные коробки должны иметь парафиновую пропитку, иначе при конденсации влаги на жести появляются очаги коррозии. Проверяли на партии для вьетнамского обжарщика — пришлось полностью менять логистическую цепку.
Маркировка паллет — кажется формальностью, но именно здесь чаще всего случаются ошибки. Штрих-коды должны дублироваться на русском и английском, причем размещаться на двух смежных сторонах. Без этого таможня регулярно задерживает грузы.
Реальные кейсы и ошибки
История с контрактом для ?Кофейной Федерации?: заказали банки с кастомным диаметром 83 мм вместо стандартных 73/99. Не учли, что существующие фасовочные линии не адаптируются под такой размер — пришлось экстренно дорабатывать конструкцию переходными кольцами.
Ошибка в колористике: для сети ?Утро? делали партию с золотым тиснением. На тестах смотрелось роскошно, но в массовом производстве пигмент окислялся через 4 месяца. Вернулись к классическому глубокому черному и матовой лаку.
Кейс успешной коллаборации: совместно с инженерами cn-xingmao.ru разработали банку с двойными стенками для кофе холодной обжарки. Вакуумная прослойка дала +14 дней к сроку хранения без изменения себестоимости.
Тенденции и перспективы
Эко-тренды добрались до жестяной тары. Все чаще запрашивают банки с уменьшенной массой жести — переходим на 0.20 мм с оптимизацией ребер жесткости. Технически сложно, но для европейских заказчиков стало must-have.
Умная упаковка: экспериментируем с NFC-метками в крышках. Пока дорого для массмаркета, но для крафтовых обжарщиков уже внедряем. Важно, чтобы чип не контактировал с кофе — размещаем в полипропиленовом вкладыше.
Гибридные решения: комбинация жести с пищевым пластиком для многоразового использования. Например, основная банка — жесть, а герметичная крышка — с силиконовым уплотнителем. Такие модели уже тестируем для сегмента HoReCa.
Персонализация становится доступнее. За счет модульных штампов снизили минимальный тираж для кастомизации до 5000 единиц. Это открыло нишу для небольших обжаренных.
Практические рекомендации
При заказе OEM банок для кофе всегда требуйте образцы для тестов на совместимость с фасовочным оборудованием. Стандарты CEN и ISO часто расходятся с реальными производственными линиями.
Не экономьте на тестовых партиях. Лучше потратить 2-3 недели на апробацию, чем потом перерабатывать весь тираж. Особенно критично для банок нестандартной геометрии.
Учитывайте сезонность поставок жести. В период с января по март возможны задержки из-за пересмотра квот на стальной прокат. Заключайте договоры с запасом в 15-20% по времени.
Всегда проверяйте сертификаты на покрытия. Миграция веществ из лаков — частая причина рекламаций. У ООО Цзянси Синмао Упаковочные Изделия есть собственная лаборатория тестирования, что снижает риски.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пустая металлическая прямоугольная кофейная жестяная банка 200г с дегазационным клапаном
Пустая металлическая прямоугольная кофейная жестяная банка 200г с дегазационным клапаном -
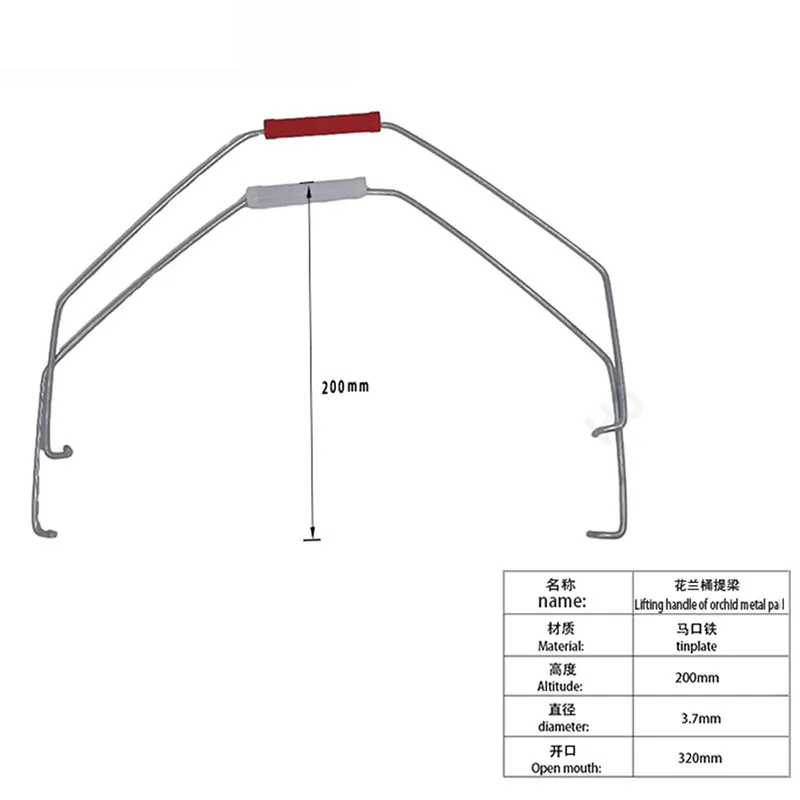 Индивидуальная оцинкованная стальная проволочная ручка ведра – надежная и удобная
Индивидуальная оцинкованная стальная проволочная ручка ведра – надежная и удобная -
 Пустые жестяные банки для оливкового масла 600 мл с пластиковой носиковой крышкой
Пустые жестяные банки для оливкового масла 600 мл с пластиковой носиковой крышкой -
 Премиум индивидуальная жестяная банка для оливкового масла 1 л из пищевого металла с пластиковой носиковой крышкой
Премиум индивидуальная жестяная банка для оливкового масла 1 л из пищевого металла с пластиковой носиковой крышкой -
 Индивидуальная круглая жестяная банка для кофе 200г для кофейных зерен
Индивидуальная круглая жестяная банка для кофе 200г для кофейных зерен -
 Жестяная банка для оливкового масла 500 мл с индивидуальной печатью из пищевой жести
Жестяная банка для оливкового масла 500 мл с индивидуальной печатью из пищевой жести -
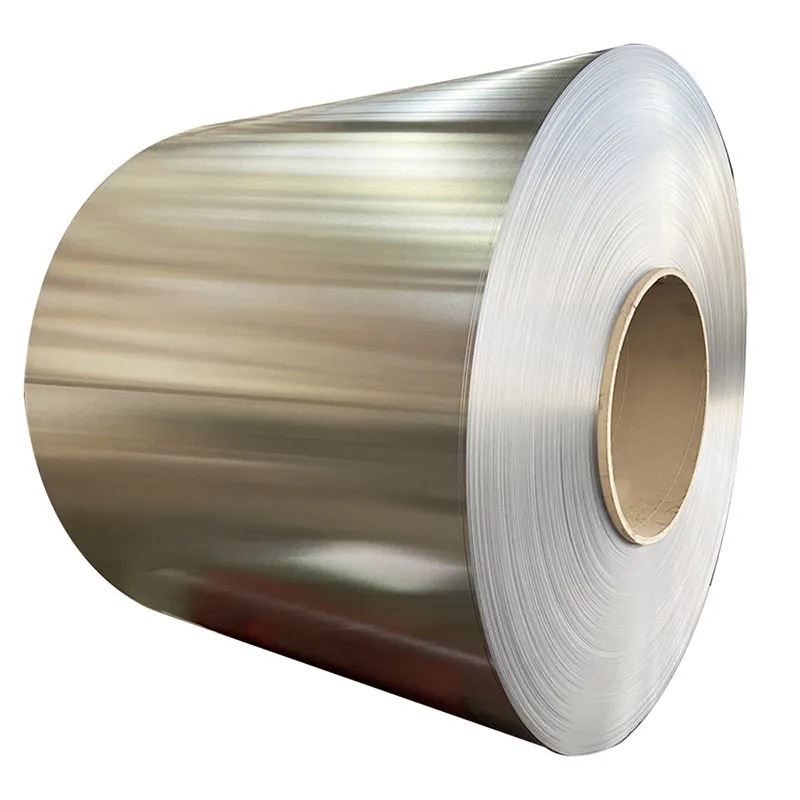 Качественная жесть марки T3 T4 T5 MR Лист оловянный Рулон печатной жести для банок
Качественная жесть марки T3 T4 T5 MR Лист оловянный Рулон печатной жести для банок -
 5-литровая пустая жестяная банка для оливкового масла с пластиковой носиковой крышкой
5-литровая пустая жестяная банка для оливкового масла с пластиковой носиковой крышкой -
 Высококачественные оцинкованные рычажные зажимные кольца для 6.3L ведер
Высококачественные оцинкованные рычажные зажимные кольца для 6.3L ведер -
 Квадратная герметичная жестяная банка для упаковки кофейных зерен 500г
Квадратная герметичная жестяная банка для упаковки кофейных зерен 500г -
 2-литровые квадратные пустые жестяные банки для оливкового масла экстра вирджин из пищевого сырья
2-литровые квадратные пустые жестяные банки для оливкового масла экстра вирджин из пищевого сырья -
 Пластиковая клиновая красная заглушка для барабанов TCE-IH03
Пластиковая клиновая красная заглушка для барабанов TCE-IH03
Связанный поиск
Связанный поиск- Oem жестяная банка для оливкового масла 5 литров
- Дешево жестяные банки для кофейных зерен
- Oem упаковка кофейной банки коробки
- Китай вакуумный контейнер для кофе на 1 килограмм
- Oem банки для кофе в зернах
- Оптом 250г кофейная жестяная банка
- Дешево индивидуальные кофейные банки для чая
- Оптом жестяные винные бочки хранение чая кофе
- Oem банки для чая кофе сахара
- Дешево железная банка для кофе